我們完成了主要結構, 接著是電機部份
這是我的 3D 印表機, 留影一下

因為接著它就被...

本實驗室執行強制徵收(?), 暫時不須要這機器所以拆了拿去組雕刻機
被轉移的零件包含四顆步進馬達, 四支 M8 螺桿, 聯軸器, 以及幾顆螺帽
原本還有控制板但發現有問題所以沒轉移
這樣看上去感覺印表機零件好像蠻少的......
總之, 我選用最容易取得的 3D 印表機零件來用, 不用擔心替換料問題
電機主軸, 也就是旋轉銑刀的馬達, 我買這個

上圖左邊是國內賣家自製的 PID 控制器, 露天找 CNC PID 就有
PID控制器,(比例-積分-微分控制器), 用在轉速控制上時
其精神就是偵測當前轉速, 發現轉速下降時就提昇功率以提高轉速
待轉速提高至目標轉速時就逐漸減少功率, 讓轉速維持在目標轉速附近
其背後有不少頭痛的機械數學, 這裡暫時先跳過用現成的, 有閒再回來研究
上圖右是日本製的電磨機, 轉速可達兩萬八千轉, 很恐怖, 用轉速控制到一萬多轉時就覺得吵了
不敢想像兩萬八千轉是怎樣, 還是別試的好, 反正我也用不到那麼快
電機主軸有很多種方案, PCB 用的有些是皮帶帶動的, 對岸來的則是直流馬達
用 12~48V 變壓器, 轉速一萬上下, 有風冷系統和水冷系統
大多只有恆定轉速控制, 沒有 PID, 無法視情況自動調整
對岸的主軸多翻修品, 拿美國日本廢棄的來換軸承維修繼續用, 真是環保XD
不過整組加上變壓器也只比我這組少個兩張小朋友, 所以還是這種免變壓器又 PID 的好
國外的 DIY 作品則是直流交流馬達兩種都有人用, 還有電鑽直接綁上去的, 真勁爆XD
接著我們開始做三軸的步進機構, 首先做 Z 軸的, 這是前篇的 X 軸和 Z 軸連接基座
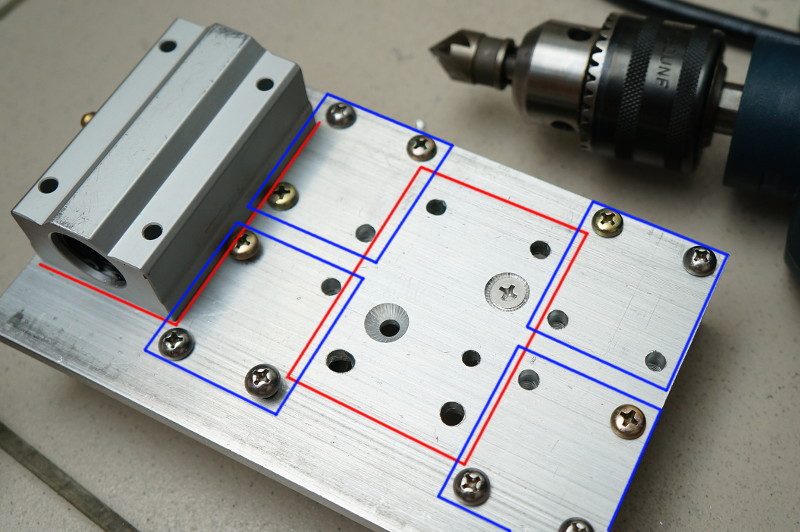
紅線是 X 軸滑塊固定位置, 藍線是背面 Z 軸滑塊固定位置, 空間都用滿了
要在背面再擠個空位塞步進機構就需要動點腦筋, 這裡用的方法是平頭螺絲
中間紅線區內有兩個特別大的螺絲孔, 用前篇處理螺絲孔的滾磨刀挫出來的
用這個:

平頭螺絲鎖進去就沉到底板中, 上面平的就不會擋到滑塊, 還是可以鎖上滑塊
做完後翻面就變這樣

L 型鋼片, 用來修理椅子用的那種, 上面鎖一個工程塑膠切削的固定具, 裡面放 M8 螺帽
接著把 M8 螺桿放進去, 這樣就可以透過旋轉螺桿來改變 Z 軸的高低
鎖螺絲前的樣子:

然後再看前篇還沒有裝螺桿的樣子比較

應該不難理解運作方式
Z 軸完成固定後接著先做電磨機的架子
進了幾顆工程塑膠

材質為 HDPE, 高分子量韌性超強, 用電鑽鑽下去不會像一般 ABS 那樣成碎片狀
而是成條狀從鑽頭溝槽滑出, 要出力才拉得斷, 用線鋸去切感覺比木頭難切很多
它不耐高溫, 80 度為穩定上限, 但是低溫時特性很好, 拿來製作電磨機的架子
由於機構尚未完成加上手邊沒有太多加工設備, 所以一開始做架子時得支出 "人力"

用鉗子夾住塑膠塊, 電磨機用 PID 控制器設定在 4500 轉, 手抓電磨機切割
稱作 "人體 CNC" !
用這方法把一塊 80mm x 80mm x 31mm 的工程塑膠切成下圖這樣

裡面挖得和狗啃的一般 (狗:那種東西我咬不動!)
接著組合架子和 Z 軸, 作法是這樣:

上圖左是工程塑膠固定在 Z 軸板子上的情況
紅色虛線是從後方鑽孔的路徑, 離塑膠外側約 10mm, 也就是紅色箭頭指的距離
鑽個約 50mm 深的孔, 我選的是 M5 螺絲, 和滑塊的孔相同的 M5
然後從上圖左藍色箭頭指處開個孔, 深約 10mm, 寬度想辦法控制在 M5 螺帽的寬度
玩法就是把螺帽塞進去, 然後 M5 螺絲從 Z 軸板後方鎖進紅色虛線的孔中, 這樣就完成固定
50mm 蠻長的, 用攻牙不容易而且失敗會很麻煩
別忘了架上有個辛苦用人體 CNC 挖的孔, 我可不想重作一次, 要避免風險
螺絲的位置從側面看會如上圖右, 盡量挖在靠近塑膠上端
這樣當電磨機從上方裝入時產生藍色箭頭的重力時可以讓它導至 Z 軸板上
做好後會像這樣:

由於 Z 軸已可固定, 我們可以用手抓著電磨機借用 XY 軸機構實行平移切削
順便藉此驗證機構可靠度, 是為升級版的人體 CNC ! 這是試驗結果:

雖然 XY 切得圓圓的, 但 Z 軸方向是平的!可行!
小提示:執行人體 CNC 時請務必將被加工物品用卡鉗固定, 不要用手抓
原因是就算銑刀低速轉動, 它依然有很強的力量, 當遇到阻力時有時會彈起
然後一個不穩就會傷害到手, 本實驗室發揮中二的白目精神貪方便這樣切了一下
馬上嚐到惡果

一般刀片劃傷大多一週就會癒合, 上圖箭頭處是三週後的樣子
銑刀切割是刨除表面, 不慎被切到就是一小塊肉被挖起來, 復原時間兩週以上
還好是低轉速, 如果是兩萬八千轉......還是別去想的好!
被加工物品固定在卡鉗上, 雙手都握在電磨機上才安全
我們在 Z 軸用螺帽當 Z 軸的升降機構, 那 XY 軸呢? 我個人認為不可行
因為 Z 軸有重力向下壓, 它不會有間隙, 考慮鋁板和電磨機上去的重量, 用金屬螺帽是必須的
但 XY 是水平的, 試著把螺帽懸入螺桿
接著水平晃動一下螺桿, 就會聽到螺帽晃動的聲音, 這樣是無法做準確移動的
有人嘗試用兩個螺帽中間放彈簧來消除空隙, 但我認為這無法解決問題
因為這麼做只是聽不到螺帽的雜音而已, 實際上手抓著滑塊晃一晃, 它還是有間隙
把彈簧夾更緊或許可以解決問題, 但這會增加阻力並構成磨損, 不是好方法
看老外的玩法有一種比較便宜又誤差可接受的, 那就是拿工程塑膠來攻牙
把上上圖切好的工程塑膠從側面用 6mm 鑽頭鑽孔, 然後用這個:

T 型攻牙扳手, 裝上 M8 牙的 Tap
然後慢慢旋進剛才鑽的 6mm 孔中, 把這小洞裡面弄成 M8 的形狀♥
結果會變這樣:

接著把螺桿鎖進去
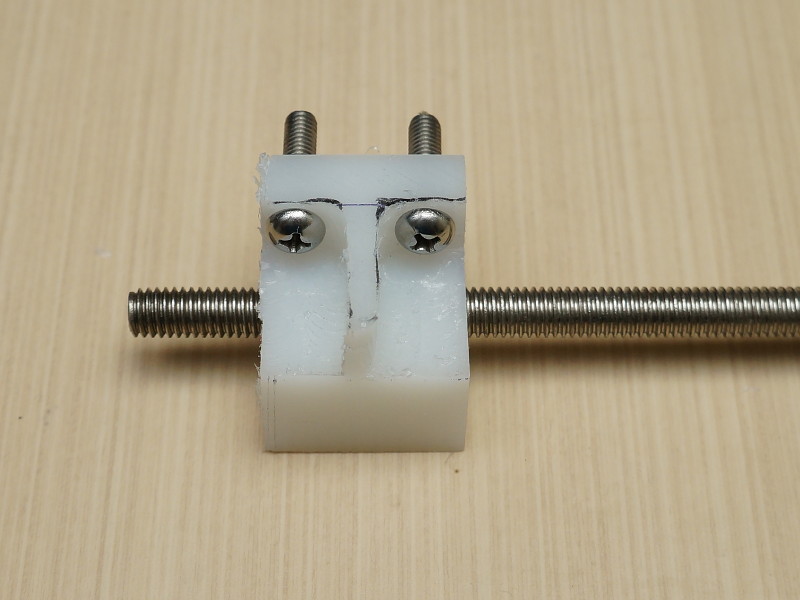
只要旋轉螺桿, 上面的工程塑膠就會移動, 而且幾乎沒有間隙
HDPE 低溫時不僅強固, 還有低摩擦係數的特性, 表面摸起來平滑
有網站還說它有穩定的化學特性, 應該可以上油, 這我還沒長時間試
這材料不貴, 可以當消耗品, 玩壞了再換一塊就是了
接著我們把螺桿和馬達進行連接, 連接時用聯軸器
用的是 3D 印表機常用規格, 5mm 對 8mm 聯軸器
表示這聯軸器兩側孔直徑分別為 5mm 和 8mm
M8 螺桿和聯軸器間有空隙, 直接鎖上會變這樣

藍圈是聯軸器的 8mm 端開孔, 紅圈是 M8 螺桿外圍, 黑色是鎖定螺絲
這樣下去旋轉整隻 M8 螺桿會抖來抖去, 晃動很大
要消除這晃動必須把空隙填滿, 作法是用 AB 膠

可黏金屬的更好, 才可以附著得穩, 取一點點塗在 M8 螺桿末端

膠要填滿螺紋然後再多出去一點點即可, 等完全硬化後用銼刀邊轉動螺桿邊挫
直到可以塞進聯軸器的 8mm 端開孔為止, 這時再把鎖定螺絲旋緊, 它就不會亂晃了
聯軸器裝好後還不可以驅動滑塊, 原因是這樣:

如上圖上側, 如果聯軸器就直接接馬達, 當馬達試圖把負載往左側牽引時
結果有紅色箭頭的阻力, 此時倒楣的就是聯軸器, 會被像彈簧一樣拉開
所以必須要有個如上圖下側的右邊紅色方塊的東西擋著
螺桿旋轉才有支撐點可以把負載往左邊 "撐起", 這個東西在商用製品就做在轉軸兩端
很不起眼, 光看拍賣上的照片我到現在還不知道商用品怎實現的, 所以我用我自己想的
看這施力的方式我想它會需要一個可以支撐重量又可以旋轉的物體, 第一個想到是止推軸承

兩個類似墊片有凹槽的金屬板, 中間夾一片裝一圈鋼珠的墊片, 把他們夾起來就可以壓住旋轉
固定位置就用兩顆螺帽互鎖, 然後塗上螺絲固定劑, 它就會乖乖的待在定點
螺絲固定劑我不知道原料是啥, 只知道聞起來像保麗龍膠, 只是硬化時間較長而且滲透力更好
這種膠不會很難清除, 用力旋轉還是可以轉下來, 不用擔心黏死就無法維修
接著安裝步進馬達, X 軸:

馬達鎖在 L 型鋼片上, 這是 3D 印表機在用的升級品, 有現成可買, 不用一張國父
然後再把 L 型鋼片鎖到 L 型鋁片, 形成一ㄇ字型, ㄇ字中間用來放聯軸器
馬達和 L 型鋼片間填充衛生紙緩衝, 避免兩金屬體間晃動碰撞產生雜音, 土砲但有效!XD
Y 軸

Z 軸

只有 Z 軸是金屬螺帽支撐
三軸全展開

有效行程: X=200mm Y=270mm Z=170mm
Y 軸應該要有兩顆馬達, 這後來有補上, 後篇會有照片
電機部份安裝完成, 接著是控制版和韌體部份
下回→ 土砲 CNC:控制器和韌體 (Grbl)
以diy來講你真是厲害了
回覆刪除最近也在diy cnc,很多地方猶豫不決
請問那個HDPE原料是那買的呢?價錢怎麼算呢?
回覆刪除Thanks
多謝捧場!
刪除因為我有非常想玩的東西, 而它一定要一台加工設備才能玩
有目標就比較有動力!下決定就迅速
HDPE原料是露天拍賣上搜尋 "工程塑膠" 找到的
大約在搜尋結果第三頁, 他們會換名字, 所以直接搜尋工程塑膠
價錢都是在提問尺寸後賣家回覆, 所以我並不知道是如何計算的
我常找的賣家已經不提供 HDPE, 而是改 UPE
(可能是 ultra 的意思?XD 極致高密度!)
UPE 特性為耐磨, 若是比較重視耐衝擊可考慮 PP, 這兩價錢差不多
溫度容忍也接近, 大多 100 度 C 附近為極限
如對於材料有特殊需求可向賣家提問, 大概就這樣
找來找去,找不到明確想明步進馬達怎麼配驅動的說明。問賣家也問不出的答案,只好再來麻煩你。
回覆刪除我的步進57BYG HS(57步进电机 57BYG HS步进电机驱动器 加长112mm 力矩3N.m 4线 軸8)http://b.mashort.cn/S.ZfLmY4?sm=4fbfc0
機身標
57HS 11242A4
1.8 4.2A
SUMTOR
他說4.2A是相電流,那這是2相的我是不是要用到8.4A的驅動,還是驅動器的配置有什麼規則可以計算呢?看賣家選那個結果給個TB6560峰值電流標3A(這是相電流還是輸出總電流呢?)只是比較貴,這可以用嗎?
謝謝
嗯......這個我也不是很確定, 並沒有實際的量過電流, 因為那不容易量
刪除我只能從 datasheet 推測來建議, 如果確定是 TB6560
這類和 A4988 類似的微步驅動 IC 來驅動的話, 根據 datasheet
總電流量會和你選的微步模式有關, 如果是 2 分微步, 兩相不是開就是關
那就可能到兩倍電流, 可是如果是 4 分或 8 分以上微步
當 A 相提高電流時 B 相會降電流, 這樣最大電流可能只會是單相電流的約 1.4 倍
(你提供的頁面那款控制器上面正好寫 peak=RMS*1.4, 我猜測可能就是這樣)
而且只有在某個時間點會到 1.4 倍, 多數時間會在一倍附近
所以應該選多少是和驅動器裡設定的模式有關係, 我會認為不用兩倍
驅動器選和馬達上標的一樣應該就可以了
而最大電流應該多少, 這得看負載, 你提供的頁面那款控制器可以設輸出電流
依我玩我的土砲機來看, 設一半馬達溫度就會升高不少了
設到滿電流溫度可能會到馬達燒毀的邊緣, 我們不知道這馬達規格的測試環境
把它逼到邊緣蠻危險的, 尤其在對岸的低價品中虛標是常態XD
如果是我, 我會買 4.2A 輸出的控制器, 但只設定到 1.92A
然後實機去跑, 發生掉步時才往上調, 不過調之前要確認是否有機構上的問題
像是卡住, 或是負載過重等, 大概就這樣
話說 TB6560 標準操作電流是 1.5A, 3A 已經在爆炸邊緣了吧, 這樣沒問題麼?