
這是練習冷凍空調丙級第一站, 不過並沒有完全符合規定, 接管方向也不同
丙級是中間管雙邊擴管, 我是單邊, 因為途中失敗重試所以變這樣XD
不過有掌握到焊接精神, 未來再施作應該都會成功, 應該吧...XD
流程大致是:切管 → 處理毛邊 → 擴管 → 焊接 → 封管 → 加壓探漏
首先是切管

左邊是切管刀, 右邊是修邊刀

切管刀放開套上銅管, 將刀片夾緊銅管後不斷旋轉
一邊轉同時夾緊刀片, 讓刀片慢慢切進管壁然後切斷

切斷後用修邊刀除毛邊, 店家表示他們這隻切管刀很鋒利, 切斷後不會有毛邊
實際使用也確實如此, 所以我這步是多做的, 這是標準流程, 但可視情況省略

接著擴管, 先做出喇叭口, 這也是可省略的標準流程
這工具是分離式冷氣在用的, 如果只是接管, 用做杯口的工具敲進去就成了
不過如果有這個喇叭開口, 我認為焊料會比較好流入, 個人認為的, 沒有根據
做出來會像這樣:

接著做杯口, 用擴管棒:

用上圖左邊夾具夾住銅管, 依照口徑拿右邊的擴管棒插入, 然後鐵鎚敲進去

擴管棒前端已經有斜坡可以慢慢擴管, 其實喇叭口沒做也可以打進去
打進去以後會像這樣:

杯口要求為杯口口徑等於杯口深度, 例如 2 分管外徑 6.35mm
那麼杯口深度至少要有 6.35mm
然後就可以把另一支銅管插進去:

接著是焊接, 焊接採充氮焊接, 目前找到資料有兩種焊接法
傳統的是充氮焊接, 另有電焊, 用電焊機夾住管子加熱後上錫 (不是加熱帶火藥的焊條那種)
電焊機報價兩萬以上, 而且還有承受壓力的限制, 焊接成品耐壓較傳統工法差
所以我還是走傳統路線, 即是火烤後上焊條
火烤時高溫管壁內會產生氧化物, 這東西留著會危害冷凍設備, 混在冷媒裡卡住機器
故須充氮焊接, 塞個便宜無危害的惰性氣體在管內, 這樣可以減少氧化物產生
氮氣瓶上加裝流量錶限制氣體流量:

店家表示他們這款可以換成多種接頭, 為了方便使用我請店家換成兩分管
也就是和冷媒錶的皮管相同規格
這東西一定要裝, 一開始偷懶不裝, 結果氣體流量過大, 這會形成散熱效果
怎麼烤都不會熱! 只好花錢補上, 只要有一點點流量即可
以我的錶來看大概就是鋼珠有浮起一兩個刻度即可
另外, 雖然是充氮但我買的是氬氣錶, 我去另一家問氮氣用的
他們開價五千, 我問怎麼這麼貴, 他們說這是看輸出壓力計價的
輸出壓力可調範圍越廣的越貴, 我只是要有一點點流量即可, 買最小的就好
高壓輸出的流量錶兩個錶頭都是指針式的, 而不是透明塑膠配鋼珠, 從外型很容易區別

這是加熱用的噴燈, 標準流程用的是乙炔, 乙炔又分焊接用和切割用
需要兩瓶氣體和多重保護以防回燒, 十分危險, 所以我選用這噴燈方案
噴燈方案比較安全又超級便宜, 但是有些限制
它不能使用超過 10 分鐘, 而且加熱管徑最大 16mm, 也就是五分銅管
機器功率越大的接的管越粗, 以一般家用的冷凍空調設備來說
五分管已經算攻頂了, 功率再高上去通常就不是家用的了
所以這規格完全符合我業餘使用, 買這個最好, 不用囤積兩桶危險氣體

兩管噴火活像戰鬥機噴射引擎, 噴的呼呼叫很好聽XD
雙管可以同時加熱連接兩端, 性能卓越, 加熱時銅管要在火焰中間位置
例如噴出火焰可見發光部份 10 公分, 就放在 5 公分附近
不可太靠近藍色噴處口, 那裡不是最燙的, 雖然一般來說越藍越燙!

為獲得較好的連接品質, 連接前銅管用砂紙磨一下清除表面
上圖左側未加工, 右側則是打磨後, 這是網路上的建議, 非標準流程
接著開始連接

這是土砲連接台XD 海綿沾水後支撐管子, 這是練習用, 實際設備用並不會這樣搞
不過海綿吸水後內含水還是會往低處流而且流動很快, 上面沒剩多少水
所以後來還是改網路影片的方法, 用毛巾或抹布
上圖最右邊的管是工作管, 內容如下圖:
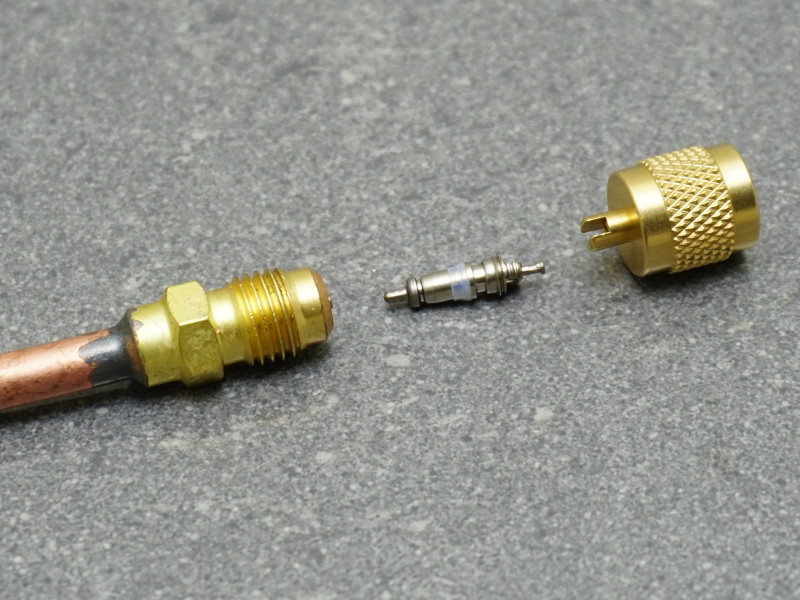
工廠生產的一小段銅管上面焊接兩分管接頭, 銅管部份有兩分管和 1.5 分管規格
接頭上有個開關, 就像腳踏車輪胎上的氣嘴, 可用蓋子外側突起工具卸下管內塞子
工作管是供技術人員填充冷媒使用, 鎖上兩分管接上氮氣瓶即可實行充氮焊接

第一次焊接可能是運氣好有成功, 但要焊接兩次, 第二次就失敗, 還把海綿熔了一小塊

所以第二次換抹布沾水蓋在銅管上, 上圖這次沒有先做喇叭口, 而是擴管棒直接打進去

不小心上太多焊料變一球, 但這樣還行, 若多到變水滴狀就不合格

接著把燒黑部份磨掉, 接上第二管, 之後又失敗一兩次, 最後才抓到觀察重點
銅管要在火焰中間, 烤到火紅, 然後焊條下去, 繼續烤到火焰變綠色才算融化焊接
綠色火焰只出現一下下, 照片不好拍, 我就沒拍了
最後, 封管, 用封口鉗

這東西看起來很土砲XD 用鐵板拗後焊接而成, 鉗口附近有明顯焊接痕跡
尾部調整夾口處也有, 焊接後攻牙做成, 看起來需要不少人工, 這應該是對岸來的
一隻只要一百多, 超便宜, 業餘使用夠用的了
依照教科書說明要夾兩次, 兩次夾差 90 度, 然後最外面焊接黏死
不過我看實際冷氣裡面並沒有這樣做, 只有夾一次然後外面就焊接, 所以偷懶跟進XD
上圖兩個接管處距離很近, 那是失敗時切除所以越來越短XD
封管完成最後就是檢驗, 加壓探漏, 這裡需要一個轉接頭

我的冷媒錶附的管黃色管兩端都是兩分, 可是紅藍兩管則是有一端是 2.5 分
因此我需要一個 2.5 分公轉 2 分母的轉接頭, 這東西不好買...
雖然是冷凍材料, 但不是每家都會進, 要多問幾家

接著把鋼瓶上流量錶拔掉換成普通轉接頭, 我們的低規流量錶不會出高壓, 會限流
因此要換成不限流的普通轉接頭才可出高壓來探漏

黃管接氮氣瓶, 紅管接剛才做好的管, 打開冷媒錶高壓端開關, 然後打開氣瓶
開一點點就好, 看壓力到 20 Kg/cm^2 時關閉氮氣瓶, 然後等十分鐘回來
丙級考試不會加壓到這麼多, 看別人寫 8 Kg/cm^2, 然後只等三分鐘
十分鐘後回來依然是 20 Kg/cm^2, 我這次的施做應該算是成功的

全工具參考報價:
1. 氮氣鋼瓶 2800元
2. 氣瓶轉 2 分公頭 250元
3. 擴管器 2030元
4. 流量錶 1700元
5. 冷媒錶(R410A用) 1400元
6. 擴管棒 210元
7. 銅管夾具 160元
8. 銅磷焊條(0%銀) 一支15元
9. 扳手28mm(拆氣瓶錶頭用) 220元
10. 兩分工作管(R410A用) 一支36元
11. 2.5分轉兩分 一個150元
12. 封口鉗 130元
13. 切管刀 330元
14. 修邊刀 380元
15. 雙管噴火槍 280元
全部加起來破萬元, 玩這個不便宜
本實驗室為了計畫引入此技能, 不確定能不能成功, 做多少算多少
當作業餘進修, 培養興趣, 修身養性, 陶冶性情(?)
冷凍空調丙級考試實做部份有三站, 第一站就是本文的內容
第二站是分離式冷氣連接, 第三站是設備除錯, 後兩站目前不需要就不做了
版主您好:請問以上更具哪裡買,價格比較實在,能否告之,感謝您
回覆刪除我不是從業人員, 並不知道我買的價格是否實在, 我只能提供購買來源
刪除除了報價清單中的 1, 2, 4, 11 以外其他都可以從露天拍賣取得
如果只是要接管 3. 擴管器 經過實驗確定可以省略
1, 2, 4 在氣體行購入, 11 則是冷凍材料行
看網上討論說有些氣體行不收網路上買的鋁瓶, 認為有安全疑慮
所以直接向店家買然後灌氣, 高壓氣體瓶通常也不能寄送, 只能自取
這兩種店不多, 只能自行搜尋自家附近看有沒有, 沒有就只能跨區了
感謝版主您的回覆~謝謝。
刪除