
我們這次來削鉛筆(?) 一隻......比較大的鉛筆XD
操作的機器是用前篇製作的 自製土砲車床 Part-1
石墨:wiki 介紹, 廠商介紹:石墨知識介紹
化學特性良好, 而且可以耐熱兩千多度, 越熱越堅固, 還容易加工, 非常適合拿來做高溫噴嘴
我買了一塊回來玩, 它的售價有點貴, 80x80x48mm 要一千多台票
網路上有一些二手品但一次要買一大塊
如果有空間可存放的話我會買, 但現在我的居住環境還不行
這是這次要做的規格:

一開始是抓切削耗損所以半徑多買 10mm, 但實際切過發現多買到 10mm 根本是自討苦吃XD
它雖然沒有很硬, 但還是比塑膠來的硬啊, 切了好久!
加上我這土砲車床沒法夾穩固, 我的機台無法應付重切削, 只能削薄的
所以在車床加工前只能先用鋸子逼近目標尺寸, 當初應該買 65x65x48mm 就夠了
開始前先製作夾爪, 我們土砲車床沒有通用夾爪XD

特別設計了一個弧度, 它會長得像這樣:

可夾方形也可夾圓形, 而代價是夾的面積變少, 比較不穩XD
開始前先除掉過多的部份

真的是做黑手的, 它很容易沾
接著切削, 一開始用鋁板做這個

軟礦物應該用磨尖的鋁就能挖了吧......我一開始這樣想

結果完全沒法留下刻痕, 鋁片尖端還被磨平了(汗)
可是如果換回車刀

很輕易的就挖下來了, 在這時候, 我很清楚的了解為什麼鋁被稱作軟金屬了XD
真是印象深刻的體驗
由於圓的四周還是很多料要切, 我的機器沒法執行重切削
於是留下圓圈以後再回到手動加工

切成八角柱, 不過八角柱的八個角突起我的機器雖然能切
但是這八角撞到車刀上還是會讓工件偏離, 所以接下來還是在車床上加工
只不過不上電, 用手轉夾頭慢慢削, 車刀非常慢的向前挖, 完成後變這樣:

這樣就再也沒有突起的部份了, 接著就可以上電切削
先裝好保鮮膜隔離碎屑

然後開電運轉!

保鮮膜可以防止碎屑直射臉上, 但是擋不住粉塵, 滿地都是黑色顆粒
整個房間都是石墨的味道, 那是一種很難形容的味道, 不知道怎麼描述
上網搜尋它似乎無害, 不像玻璃纖維粉塵那種那麼恐怖, 但常吸入也不是好事

這樣半邊的外型就圓了, 接著反過來裝上車床, 一樣是先去角, 然後削圓
就可以得到一個圓柱

上面留下圓心位置, 接著要挖中間的
買這個:

這是木工用修邊刀, 一隻售價在一張國父附近
用前端軸承靠住木板邊緣, 然後把木板邊緣切成 45 度角斜邊
不過我沒打算把它裝到修邊機上, 而是把它裝到鑽床上
先把前端軸承拆掉

由於拆除後前端並無切削能力, 拿去加工石墨要先用一般鑽針貫通

前端都平的, 要往紅色箭頭方向前進要先鑽通
然後放上鑽床, 往下壓!

它又到處噴, 整個房間瀰漫著濃郁香醇(?)的石墨味
兩側都這樣加工, 接著中間大的孔用這個:

這是木工用的圓穴鑽, 這種外型的比較常稱扁鑽, 以前的 "七逃郎" 身上都會帶著, 給人開孔用XD
而高價版本的圓穴鑽會做成圓柱桶狀, 底下鋸齒, 一隻都要好幾張國父
這個低價版只賣一張國父, 切起來可能不太穩但對我這慢鑽的應用沒差
而我的應用一定要扁鑽, 車床加工時另有用途

扁鑽從中心通到底, 挖出規格上的中央通道
到這裡我們已經處理成這樣了:

接著要把上圖虛線處挖掉
我們可以用扁鑽這樣挖:

之前做失敗的鋁片刀架正好當成扁鑽刀架使用
從側面看就像這樣:

用扁鑽往標示 1 的箭頭方向移動, 這樣可以挖出我們要的形狀
用扁鑽往標示 2 的箭頭方向移動, 這樣可以抹平我們挖出來的通道
移動時要留意不要插太進去刺到標示 3 的紅圈處
完成後變這樣:

已經有形出來了, 內側摸起來很光滑
中心用砂紙處理出圓角

車床夾住低速旋轉, 然後先粗砂紙上去擼一擼, 然後再換細砂紙上去擼一擼, 就會非常平滑
接著反過來加工另一邊

完成後從側面看應該會像這樣:

圓滑的表面對高速氣體來說很重要, 這可以降低阻力, 能越光滑越好
這一側是排氣端:

這一側是進氣端:
放進鋼管的樣子:
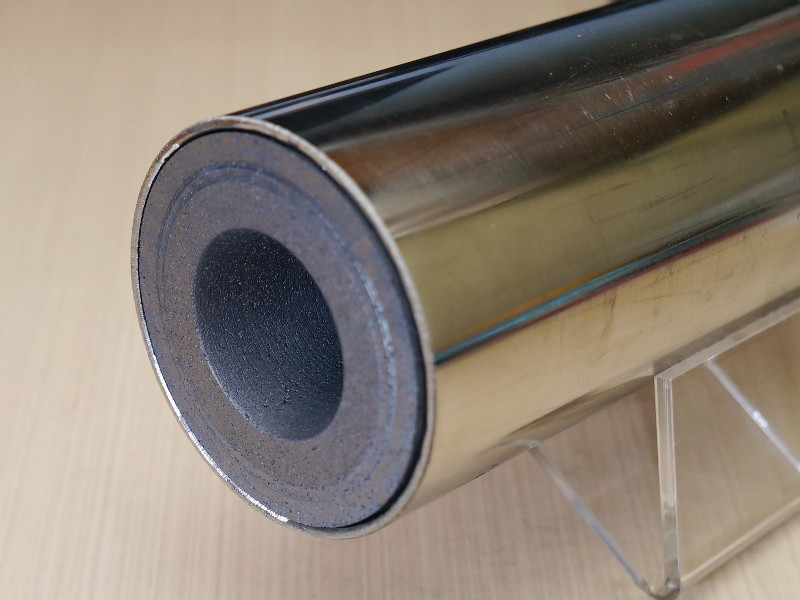
摸起來感覺很好, 剛完成時沒事就會拿起來摸一摸(?) (;´Д`)ハアハア
做這玩具最頭痛的是粉塵問題, 如果在室內做, 它會漂浮在空中相當長的時間
然後慢慢落到地面, 大約一週內我的腳都一直是黑的XD
石墨粉如果沾到會黏的東西幾乎就清不掉了, 例如橡膠或是矽膠製品
但如果是不沾粘的表面, 只要沾水和清潔劑就可以去除, 我用這個處理地面:

德國出口的科技海綿, 原料是美耐皿 (這不是做碗盤的麼?)
海綿切片後沾水擦拭幾下, 石墨粉就會沾到海綿上或浮在水上, 然後再用抹布擦乾地板即可
石墨粉塵會均勻的附著在所有平面, 所以整間房間有平面的地方都擦過一次...
所以強烈建議在開放空間操作
沒有留言:
張貼留言
注意:只有此網誌的成員可以留言。